


இடுகையிடப்பட்டது: பிப்ரவரி 15, 2022
வகைகள்:வலைப்பதிவுகள்
குறிச்சொற்கள்:pcb, pcbs, pcba, pcb அசெம்பிளி, smt, ஸ்டென்சில்
PCB ஸ்டென்சில் என்றால் என்ன?
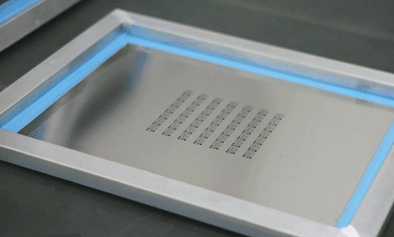
பிசிபி ஸ்டென்சில், ஸ்டீல் மெஷ் என்றும் அழைக்கப்படுகிறது, இது ஸ்டெயின் தாள்
லேசர் வெட்டு திறப்புகளுடன் கூடிய nless எஃகு, மேற்பரப்பின் மவுண்ட் கூறுகளை வைப்பதற்காக வெற்று PCBயில் துல்லியமான நியமிக்கப்பட்ட நிலைக்கு சாலிடர் பேஸ்ட்டின் துல்லியமான அளவை மாற்ற பயன்படுகிறது.ஸ்டென்சில் சட்டகம், கம்பி வலை மற்றும் எஃகு தாள் ஆகியவற்றால் ஆனது.ஸ்டென்சிலில் பல துளைகள் உள்ளன, மேலும் இந்த துளைகளின் நிலைகள் PCB இல் அச்சிடப்பட வேண்டிய நிலைகளுக்கு ஒத்திருக்கும்.ஸ்டென்சிலின் முக்கிய செயல்பாடு, பேட்களில் சரியான அளவு சாலிடர் பேஸ்ட்டைத் துல்லியமாக டெபாசிட் செய்வதாகும், இதனால் திண்டுக்கும் கூறுக்கும் இடையே உள்ள சாலிடர் கூட்டு மின் இணைப்பு மற்றும் இயந்திர வலிமையின் அடிப்படையில் சரியானதாக இருக்கும்.
பயன்படுத்தும் போது, ஸ்டென்சிலின் கீழ் PCB ஐ வைக்கவும்
பலகையின் மேல் ஸ்டென்சில் சரியாக சீரமைக்கப்பட்டுள்ளது, திறப்புகளுக்கு மேல் சாலிடர் பேஸ்ட் பயன்படுத்தப்படுகிறது.
பின்னர் சாலிடர் பேஸ்ட் பிசிபி மேற்பரப்பில் ஸ்டென்சில் நிலையான நிலையில் சிறிய துளைகள் மூலம் கசிந்துள்ளது.எஃகுத் தகடு பலகையில் இருந்து பிரிக்கப்படும் போது, சர்க்யூட் போர்டின் மேற்பரப்பில் சாலிடர் பேஸ்ட் இருக்கும், மேற்பரப்பு ஏற்ற சாதனங்களை (SMDகள்) வைக்க தயாராக இருக்கும்.குறைந்த சாலிடர் பேஸ்ட் ஸ்டென்சில் தடுக்கப்படுகிறது, மேலும் அது PCB மீது டெபாசிட் செய்யப்படுகிறது.இந்த செயல்முறையை துல்லியமாக மீண்டும் மீண்டும் செய்ய முடியும், எனவே இது SMT செயல்முறையை வேகமாகவும் மேலும் சீரானதாகவும் ஆக்குகிறது மற்றும் PCB அசெம்பிளியின் செலவு-திறனை உறுதி செய்கிறது.
PCB ஸ்டென்சில் எதனால் ஆனது?
ஒரு SMT ஸ்டென்சில் முக்கியமாக ஸ்டென்சில் சட்டகம், கண்ணி மற்றும்
துருப்பிடிக்காத எஃகு தாள், மற்றும் பசை.பொதுவாக பயன்படுத்தப்படும் ஸ்டென்சில் பிரேம் என்பது கம்பி வலையில் பசையுடன் ஒட்டப்பட்ட சட்டமாகும், இது சீரான எஃகு தாள் பதற்றத்தைப் பெற எளிதானது, இது பொதுவாக 35 ~ 48N / cm2 ஆகும்.மெஷ் என்பது எஃகு தாள் மற்றும் சட்டத்தை சரிசெய்வதற்கானது.துருப்பிடிக்காத எஃகு கம்பி வலை மற்றும் பாலிமர் பாலியஸ்டர் மெஷ் என இரண்டு வகையான மெஷ்கள் உள்ளன.முந்தையது நிலையான மற்றும் போதுமான பதற்றத்தை அளிக்கும், ஆனால் சிதைப்பது மற்றும் அணிய எளிதானது.துருப்பிடிக்காத எஃகு கம்பி வலையுடன் ஒப்பிடும்போது பிந்தையது நீண்ட காலம் நீடிக்கும்.பொதுவாக ஏற்றுக்கொள்ளப்பட்ட ஸ்டென்சில் தாள் 301 அல்லது 304 துருப்பிடிக்காத எஃகு தாள் ஆகும், இது ஸ்டென்சிலின் செயல்திறனை அதன் சிறந்த இயந்திர பண்புகள் மூலம் மேம்படுத்துகிறது.
ஸ்டென்சில் உற்பத்தி முறை
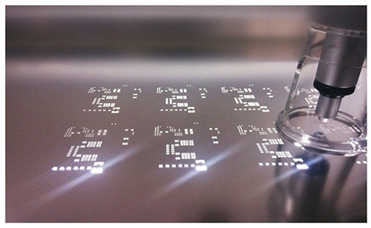
ஏழு வகையான ஸ்டென்சில்கள் மற்றும் ஸ்டென்சில்களை தயாரிப்பதற்கு மூன்று முறைகள் உள்ளன: இரசாயன பொறித்தல், லேசர் வெட்டுதல் மற்றும் எலக்ட்ரோஃபார்மிங்.பொதுவாக லேசர் ஸ்டீல் ஸ்டென்சில் பயன்படுத்தப்படுகிறது.லாஸ்
er ஸ்டென்சில் SMT துறையில் பொதுவாகப் பயன்படுத்தப்படுகிறது, இது வகைப்படுத்தப்படுகிறது:
உற்பத்திப் பிழையைக் குறைக்க தரவுக் கோப்பு நேரடியாகப் பயன்படுத்தப்படுகிறது;
SMT ஸ்டென்சிலின் தொடக்க நிலை துல்லியம் மிக அதிகமாக உள்ளது: முழு செயல்முறை பிழை ≤± 4 μm;
SMT ஸ்டென்சிலின் திறப்பு வடிவவியலைக் கொண்டுள்ளது, இது conduci ஆகும்
ve சாலிடர் பேஸ்ட்டின் அச்சிடுதல் மற்றும் வடிவமைத்தல்.
லேசர் வெட்டும் செயல்முறை ஓட்டம்: பிசிபி தயாரித்தல், ஆயங்களை எடுத்துக்கொள்வது, தரவு கோப்பு, தரவு செயலாக்கம், லேசர் வெட்டுதல், அரைத்தல்.செயல்முறை உயர் தரவு உற்பத்தி துல்லியம் மற்றும் புறநிலை காரணிகளின் சிறிய செல்வாக்குடன் உள்ளது;ட்ரெப்சாய்டல் திறப்பு டிமால்டிங்கிற்கு உகந்தது, இது துல்லியமான வெட்டு, விலை மலிவானது.
PCB ஸ்டென்சிலின் பொதுவான தேவைகள் மற்றும் கொள்கைகள்
1. பிசிபி பேட்களில் சாலிடர் பேஸ்டின் சரியான அச்சைப் பெற, குறிப்பிட்ட நிலை மற்றும் விவரக்குறிப்பு அதிக திறப்புத் துல்லியத்தை உறுதிசெய்யும், மேலும் திறப்பு நம்பகமான குறிகளுக்குக் குறிப்பிடப்பட்ட குறிப்பிட்ட திறப்பு முறையின்படி கண்டிப்பாக இருக்க வேண்டும்.
2. பிரிட்ஜிங் மற்றும் சாலிடர் மணிகள் போன்ற சாலிடர் குறைபாடுகளைத் தவிர்க்க, சுயாதீன திறப்பு PCB பேட் அளவை விட சற்று சிறியதாக வடிவமைக்கப்பட வேண்டும்.மொத்த அகலம் 2 மிமீக்கு மேல் இருக்கக்கூடாது.PCB பேடின் பரப்பளவு எப்பொழுதும் ஸ்டென்சிலின் துளை சுவரின் உட்புறத்தின் மூன்றில் இரண்டு பங்கை விட அதிகமாக இருக்க வேண்டும்.
3. கண்ணி நீட்சி போது, கண்டிப்பாக அதை கட்டுப்படுத்த, மற்றும் பா
y தொடக்க வரம்பிற்கு சிறப்பு கவனம் செலுத்த வேண்டும், இது கிடைமட்டமாகவும் மையமாகவும் இருக்க வேண்டும்.
4. அச்சிடும் மேற்பரப்பை மேற்புறமாக கொண்டு, கண்ணியின் கீழ் திறப்பு மேல் திறப்பை விட 0.01 மிமீ அல்லது 0.02 மிமீ அகலமாக இருக்க வேண்டும். ஸ்டென்சிலின் நேரங்கள்.
5. கண்ணி சுவர் மென்மையாக இருக்க வேண்டும்.குறிப்பாக QFP மற்றும் CSP க்கு 0.5mmக்கும் குறைவான இடைவெளியுடன், உற்பத்திச் செயல்பாட்டின் போது சப்ளையர் எலக்ட்ரோபாலிஷிங் செய்ய வேண்டும்.
6. பொதுவாக, ஸ்டென்சில் திறப்பு விவரக்குறிப்பு மற்றும் SMT கூறுகளின் வடிவம் திண்டுக்கு இசைவாக இருக்கும், மேலும் திறப்பு விகிதம் 1:1 ஆகும்.
7. ஸ்டென்சில் தாளின் துல்லியமான தடிமன் வெளியீட்டை உறுதி செய்கிறது
திறப்பின் மூலம் தேவையான அளவு சாலிடர் பேஸ்ட்.கூடுதல் சாலிடர் படிவு சாலிடர் பிரிட்ஜிங்கை ஏற்படுத்தும் அதே வேளையில் குறைந்த சாலிடர் படிவு பலவீனமான சாலிடர் மூட்டுகளை ஏற்படுத்தும்.
PCB ஸ்டென்சில் வடிவமைப்பது எப்படி?
1. 0805 தொகுப்பு 1.0mm மூலம் திறப்பின் இரண்டு பட்டைகள் குறைக்க பரிந்துரைக்கப்படுகிறது, பின்னர் குழிவான வட்டம் B = 2 / 5Y செய்ய;A = 0.25mm அல்லது a = 2 / 5 * l எதிர்ப்பு டின் பீட்.
2. சிப் 1206 மற்றும் அதற்கு மேல்: இரண்டு பட்டைகள் முறையே 0.1மிமீ மூலம் வெளிப்புறமாக நகர்த்தப்பட்ட பிறகு, உள் குழி வட்டம் B = 2 / 5Y;A = 2/5 * l எதிர்ப்பு டின் பீட் சிகிச்சை.
3. பிஜிஏ உடன் பிசிபிக்கு, 1.0மிமீக்கு மேல் பந்து இடைவெளி கொண்ட ஸ்டென்சிலின் தொடக்க விகிதம் 1:1, மற்றும் 0.5மிமீக்கும் குறைவான பந்து இடைவெளி கொண்ட ஸ்டென்சிலின் தொடக்க விகிதம் 1:0.95.
4. அனைத்து QFP மற்றும் SOP க்கு 0.5mm சுருதி, தொடக்க விகிதம்
o மொத்த அகல திசையில் 1:0.8.
5. நீளம் திசையில் திறப்பு விகிதம் 1:1.1, 0.4mm சுருதி QFP, மொத்த அகல திசையில் திறப்பு 1:0.8, நீளம் திசையில் திறப்பு 1:1.1, மற்றும் வெளிப்புற ரவுண்டிங் கால்.சேம்ஃபர் ஆரம் r = 0.12mm.0.65 மிமீ சுருதி கொண்ட SOP உறுப்பின் மொத்த தொடக்க அகலம் 10% குறைக்கப்பட்டது.
6. பொது தயாரிப்புகளின் PLCC32 மற்றும் PLCC44 ஆகியவை துளையிடப்பட்டால், மொத்த அகல திசை 1:1 ஆகவும், நீளத்தின் திசை 1:1.1 ஆகவும் இருக்கும்.
7. பொது SOT தொகுக்கப்பட்ட சாதனங்களுக்கு, தொடக்க விகிதம்
பெரிய திண்டு முடிவில் 1:1.1, சிறிய திண்டு முடிவின் மொத்த அகல திசை 1:1, மற்றும் நீளம் திசை 1:1.
எப்படிPCB ஸ்டென்சில் பயன்படுத்த வேண்டுமா?
1. கவனத்துடன் கையாளவும்.
2. ஸ்டென்சில் பயன்படுத்துவதற்கு முன் சுத்தம் செய்யப்பட வேண்டும்.
3. சாலிடர் பேஸ்ட் அல்லது சிவப்பு பசை சமமாக பயன்படுத்தப்படும்.
4. அச்சிடும் அழுத்தத்தை சிறந்ததாக சரிசெய்யவும்.
5. பேஸ்ட்போர்டு பிரிண்டிங்கைப் பயன்படுத்த.
6. ஸ்கிராப்பர் ஸ்ட்ரோக்கிற்குப் பிறகு, டிமால்டிங் செய்வதற்கு முன் 2 ~ 3 வினாடிகள் நிறுத்துவது நல்லது, மேலும் டிமால்டிங் வேகத்தை மிக வேகமாக அமைக்க வேண்டாம்.
7. ஸ்டென்சில் சரியான நேரத்தில் சுத்தம் செய்யப்பட வேண்டும், பயன்பாட்டிற்குப் பிறகு நன்றாக சேமிக்கப்படும்.
PCB ShinTech இன் ஸ்டென்சில் உற்பத்தி சேவை
பிசிபி ஷின்டெக் லேசர் துருப்பிடிக்காத எஃகு ஸ்டென்சில்கள் உற்பத்தி சேவைகளை வழங்குகிறது.100 μm, 120 μm, 130µm, 150 μm, 180 μm, 200 μm, 250 μm மற்றும் 300 μm தடிமன் கொண்ட ஸ்டென்சில்களை உருவாக்குகிறோம்.லேசர் ஸ்டென்சிலை உருவாக்கத் தேவையான தரவுக் கோப்பில் SMT சாலிடர் பேஸ்ட் லேயர், ஃபியூசியல் மார்க் டேட்டா, பிசிபி அவுட்லைன் லேயர் மற்றும் கேரக்டர் லேயர் இருக்க வேண்டும், எனவே டேட்டாவின் முன் மற்றும் பின் பக்கங்கள், கூறு வகை போன்றவற்றைச் சரிபார்க்கலாம்.
உங்களுக்கு மேற்கோள் தேவைப்பட்டால், உங்கள் கோப்புகளையும் விசாரணையையும் அனுப்பவும்sales@pcbshintech.com.
இடுகை நேரம்: ஜூன்-10-2022


